Budget is one of the most important factors a manufacturer faces with getting a product to market as quickly as possible. Designing a plastic part for manufacturability involves considerations that can ultimately have a significant impact on cost. Whether you are in the initial design phase, prototyping or production, controlling injection molding costs requires analyzing of various factors. Here are a few tips to help you control plastic injection molding costs:
Collaboration:
Over the years, collaboration has taken a different form with the introduction of robust project management software. Working with a plastics manufacturer who incorporates highly effective project management software can create efficiencies within every phase of the planning and production process. With every step in injection molding building upon the next, communication and collaboration are key factors to addressing customer’s primary stress points such as timeline and budget.
Collaboration begins at the quoting state when individuals from both sides including designers, engineers and other experts will need to provide input that will help keep part budgets within or under budget.
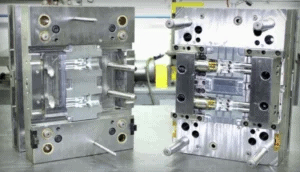
Optimized Mold Design:
How many times have you encountered an issue in production that was the result of inadequate mold design? If the issue persists or is unresolvable with various tactics, you may have to modify or re-create the mold – both of which are expensive solutions. To avoid these costly situations, it is essential to review mold design in the early stages.
Additionally, in mold design it is beneficial to be able to produce as many parts as possible in a single shot. The ability for the plastic to eject quickly without wasting time / movements is another critical cost-savings factor.
Integrating the issues and recommendations identified in the design and simulation phases are a key aspect of effective mold design review. However, a mold’s true performance also relies on part design.
Optimize Part Design:
-Wall Thickness
Wall thickness is one of the most important factors with part design. The first rule of thumb is to determine the minimum wall thickness that will meet your design requirements. It is always good practice to work with our injection molder / design engineer to check thickness specifications for the material(s) you are considering for your part. Typical wall thickness ranges from .04 – .150 for most resins.
Important wall-thickness facts:
- Thinner walls require easier flowing plastics
- Longer flow lengths (distance from nozzle to the furthest corner of the part) may require thicker walls
-Undercuts
Undercuts are a feature that can add to part complexity and cost, and in some cases can even prevent part ejection. This feature is created by including holes or snaps and should be eliminated when possible. One solution would be to work with your design engineer and injection molder to include a side action, sliding shutoff or pick out.
Using sliding shutoffs, pass-through cores or by changing the parting line and draft angles may provide an easier mold build. These also reduce tooling and manufacturing costs.
-Draft
Draft is a design feature that must be added to the walls of all injection molded parts. Allocating sufficient draft not only makes it easier to remove a part from a mold, it also minimizes tool wear. Without draft, parts may stick in the mold. Having 1 degree of draft is a good starting point, however, there are considerations that may determine exactly how much draft is needed. Drafting internal features like ribs and bosses is always good practice. Remember – the more draft, the better.
While draft facilitates the removal of the part from the mold, it is particularly important in rapid injection molding to maintain parting lines, part quality and tool functionality. It typically takes working with an experienced design engineer to know how much and where to add draft.
-Gating
Each plastic part design must have a runner and ‘gate’, or a path and opening that allows the molten plastic to be injected into the cavity of the mold. Gate type, design and location can have effects on the part such as part packing, gate removal or vestige, cosmetic appearance of the part, and part dimensions & warping.
It is essential for a part designer and molder to work together to determine where the runner and gating system should be placed. To allow for the shortest overall flow length (the distance plastic flows from the gate to the outer most point of the part), gates should typically be placed at the center of a part.
If more than one gate is needed, the gates should be placed to both reduce the flow length, and must take into account the parting line created by plastic from each gate meeting. A ‘parting line’ is the line of separation on the plastic part where the two halves of the plastic injection mold meet. Ideally a part designer will account for the parting lines by designing the part in such a way that any blemish is visible on a non-cosmetic surface.
-Material Selection:
There are many resins that can be injection molded – but it is important to consider design intent and particularly what the piece needs to accomplish. For example, does the part need to be firm or pliable? Will the part be exposed to elements like extreme heat or cold? What safety factors should be considered?
The newest, most innovative materials may not be the best fit for your particular part – and may add more cost to the overall project. Working with a design engineer who is familiar to resin characteristics and behaviors when molded, will help you pick the material that best fits your needs and may save you critical time and budget in the long run.
-Mold Flow:
Working with your injection molder to perform a flow simulation is an important step in verifying part design. Flow study allows designers and engineers the opportunity to strategize gate location, runner layout, as well as optimize water placements. The level of simulation needed depends on part complexity.
-Minimize Finishes & Coatings:
Finishes and coatings include textures or patterns that leave an imprint on a molded part’s surface and are often used to reduce surface wear. Finishes, however, can add to cost with medium to high cosmetic finishes (where tooling marks are removed and the surface is textured or polished) and high quality clear finishes being the most costly.
Overall, managing the design and complexity of your part can play a huge role in the overall time and cost. If your part has many variables that need to be addressed, your design engineer and injection molding partner should provide insight regarding what can or cannot be eliminated. Time efficiencies will come with simplified designs that are optimized to fit your time, budget and product needs.
How have you overcome challenges with design and controlling part production costs?
To learn how Nicolet Plastics, Inc. can help, please contact us.